




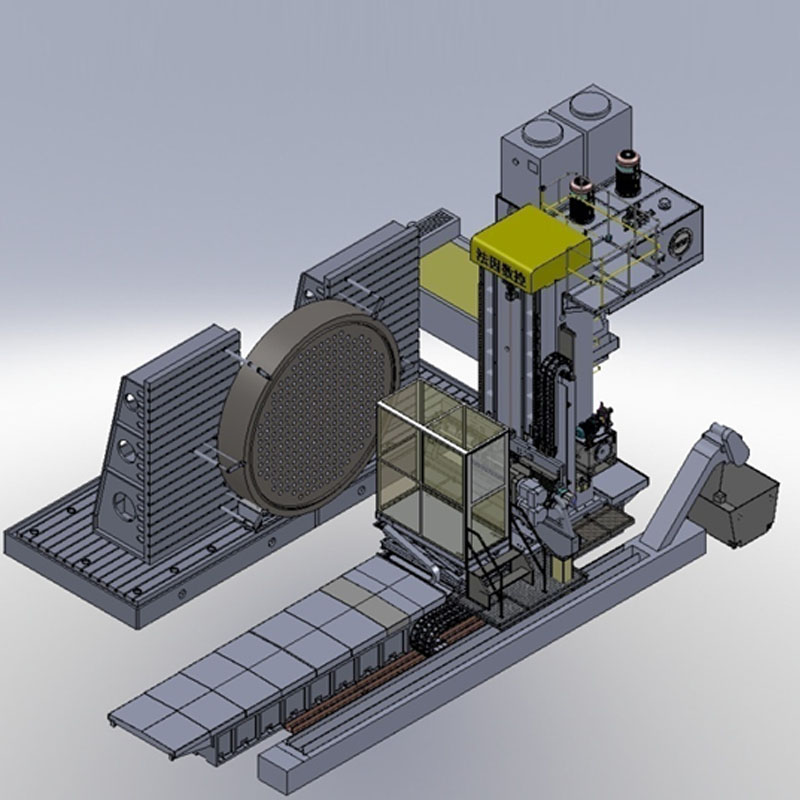

Taladradora CNC horizontal de doble husillo para agujeros profundos




| Artículo | Nombre | Valor del parámetro | |||||
| DD25N-2 | DD40E-2 | DD40N-2 | DD50N-2 | ||||
| Dimensiones de la placa de tubo | Máximoperforacióndiámetro | φ2500 mm | Φ4000mm | φ5000mm | |||
| Diámetro del pozo | Taladro BTA | φ16~φ32 mm | φ16~φ40 mm | ||||
| Profundidad máxima de perforación | 750 mm | 800 mm | 750 mm | ||||
| PerforaciónHuso | Cantidad | 2 | |||||
| Distancia entre centros del husillo (ajustable) | 170-220 mm | ||||||
| Husodiámetro del cojinete delantero | φ65 mm | ||||||
| Velocidad del husillo | 200~2500 rpm | ||||||
| Potencia del motor de frecuencia variable del husillo | 2×15 kW | 2×15 kW/20,5 kW | 2×15 kW | ||||
| Movimiento de deslizamiento longitudinal (X-eje) | Ataque | 3000 mm | 4000 mm | 5000 mm | |||
| Velocidad máxima de movimiento | 4 m/min | ||||||
| Potencia del servomotor | 4,5 kW | 4,4 kW | 4,5 kW | ||||
| Movimiento de deslizamiento vertical de la columna (Eje Y) | Ataque | 2500 mm | 2000 milímetros | 2500 mm | |||
| Velocidad máxima de movimiento | 4 m/min | ||||||
| Potencia del servomotor | 4.5KW | 7,7 kW | 4.5KW | ||||
| Movimiento de doble corredera de alimentación del husillo (Eje Z) | Ataque | 2500mm | 2000 milímetros | 900 mm | |||
| Velocidad de alimentación | 0~4 m/min | ||||||
| Potencia del servomotor | 2KW | 2,6 kW | 2,0 kW | ||||
| Sistema hidráulico | Presión/caudal de la bomba hidráulica | 2.5~5 MPa,25 litros por minuto | |||||
| Potencia del motor de la bomba hidráulica | 3 kW | ||||||
| Sistema de refrigeración | Capacidad del tanque de enfriamiento | 3000L | |||||
| Potencia de refrigeradores industriales | 28,7 kW | 2*22KW | 2*22KW | 2*14KW | |||
| Esistema eléctrico | CNCsistema | FAGOR8055 | Siemens828D | FAGOR8055 | FAGOR8055 | ||
| Número deCEjes NC | 5 | 3 | 5 | ||||
| Potencia total del motor | Alrededor de 112KW | Acerca de125 kW | Alrededor de 112KW | ||||
| Dimensiones de la máquina | Largo × ancho × alto | Aproximadamente 13×8,2×6,2 m | 13*8.2*6.2 | 14*7*6 m | 15*8,2*6,2 m | ||
| Peso de la máquina | Alrededor de 75tcomplementos | Acerca de70 toneladas | Alrededor de 75tcomplementos | Alrededor de 75tcomplementos | |||
| Exactitud | Precisión de posicionamiento del eje X | 0,04 mm/longitud total | 0.06mm/longitud total | 0.10mm/longitud total | |||
| Precisión de posicionamiento repetido en el eje X | 0,02 mm | 0,03 mm | 0,05 mm | ||||
| Precisión de posicionamiento deY-eje | 0,03 mm/longitud total | 0,06 mm/longitud total | 0,08 mm/longitud total | ||||
| Precisión de posicionamiento repetido del eje Y | 0,02 mm | 0,03 mm | 0,04 mm | ||||
| Tolerancia del agujerosespaciado | At PerforaciónEntrada de herramientas Fas | ±0,06 mm | ±0,10 mm | ±0.10mm | |||
| At PerforarHerramienta de exportación de caras | ±0,5 mm/750 mm | ±0,3-0,8 mm/800 mm | ±0,3-0,8 mm/800 mm | ±0,4 nm 750 mm | |||
| Redondez del agujero | 0,02 mm | ||||||
| Dimensión del agujeroexactitud | IT9~IT10 | ||||||
1. Esta máquina pertenece a la categoría de perforadoras horizontales de agujeros profundos. La precisión de la bancada de fundición es estable, sobre la cual se encuentra una mesa deslizante longitudinal que impulsa la columna para su movimiento longitudinal (dirección X). La columna está equipada con una mesa deslizante vertical que impulsa la mesa deslizante de alimentación del husillo para su movimiento vertical (dirección Y). La mesa deslizante de alimentación del husillo acciona el husillo para su movimiento de avance (dirección Z).

2. Los ejes X, Y y Z de la máquina están guiados por pares de guías de rodillos lineales, que tienen una capacidad de carga extremadamente alta y un rendimiento de respuesta dinámica superior, sin espacios y con alta precisión de movimiento.
3. La mesa de trabajo de la máquina está separada de la bancada, de modo que el material sujetado no se vea afectado por la vibración de esta. La mesa de trabajo está fabricada en hierro fundido con una precisión estable.
4. La máquina cuenta con dos husillos que pueden trabajar simultáneamente. Su eficiencia es casi el doble que la de una máquina de un solo husillo.
5. La máquina está equipada con un extractor automático de virutas de cadena plana. Las virutas de hierro generadas por la herramienta de perforación se envían al extractor de virutas de cadena a través del transportador de extracción de virutas, y el proceso de extracción de virutas es automático.

6. La máquina está equipada con un sistema de lubricación automático, que puede lubricar regularmente las piezas a lubricar, como el riel guía y el tornillo, lo que garantiza de manera efectiva el funcionamiento estable de la máquina y mejora la vida útil de cada pieza.
7. El sistema de control numérico Simens828D/FAGOR8055 se adopta en el sistema de control numérico de la máquina, que está equipado con volante electrónico, por lo que es conveniente para la operación y el mantenimiento.

| NO | Nombre | Marca | País |
| 1 | Lcarril guía lineal | HIWIN/PMI | Taiwán (China) |
| 2 | CNCsistema | SIEMENS | Alemania |
| 3 | Reductor de engranajes planetarios | ÁPEX | Taiwán (China) |
| 4 | Junta de refrigeración interna | DEUBLIN | EE.UU |
| 5 | Bomba de aceite | JUSTMARK | Taiwán (China) |
| 6 | válvula hidráulica | ATOS | Italia |
| 7 | Servomotor de alimentación | Panasonic | Japón |
| 8 | Interruptor, botón, luz indicadora | Schneider/ABB | Francia / Alemania |
| 9 | Sistema de lubricación automática | BIJUR/HERG | Estados Unidos / Japón |
Nota: El proveedor mencionado anteriormente es nuestro proveedor estándar. Si surge alguna situación especial, se podrán reemplazar por componentes de la misma calidad de otra marca.



Perfil breve de la empresa  Información de la fábrica
Información de la fábrica  Capacidad de producción anual
Capacidad de producción anual  Capacidad comercial
Capacidad comercial 